Table of Contents
Manufacturing Intelligence Is Not Another Software Category
Why Manufacturing Intelligence Matters More Than Ever
Data Is Everywhere. Intelligence Is Rare
The Evolution of Manufacturing Decision-Making
Manufacturing Intelligence Is Built on Connected Decisions
The Five Pillars of Manufacturing Intelligence
Why Engineering Decisions Have the Biggest Commercial Impact
Your Bill of Materials Is More Than a Component List
Why Procurement Needs More Than Supplier Quotes
Cost Intelligence Is About Understanding Cost Before Negotiating It
Commodity Prices Tell Only Half the Story
Manufacturing Intelligence Is Changing the Role of Artificial Intelligence
Where Cost It Right Fits into This Transformation
The Future Belongs to Manufacturers That Connect Decisions
Conclusion
FAQs
Not too long ago, manufacturing success depended on three things: building quality products, producing them efficiently, and controlling costs. While those fundamentals remain unchanged, the way manufacturers achieve them has changed dramatically.
A modern manufacturing organization generates more information in a single day than many companies produced in an entire year just two decades ago.
Every product begins as a CAD model. Engineering drawings evolve into Bills of Materials. Procurement teams float RFQs to suppliers. Vendors submit quotations with different assumptions, lead times, and manufacturing processes. Commodity prices fluctuate almost every week. Production systems capture cycle times, machine utilization, scrap percentages, and quality data in real time. Finance monitors margins, while customers continue to push for shorter lead times and lower prices.
Every one of these activities creates valuable information.
Yet surprisingly, most manufacturers still struggle to answer questions that directly affect profitability.
Questions such as:
- Which supplier is genuinely the most cost-effective—not just the one with the lowest quoted price?
- How much will a design modification increase the final manufacturing cost?
- Which raw material is driving product margins down?
- Are we losing money because of inefficient material utilization or because steel prices have increased?
- Which engineering decisions are creating unnecessary procurement costs?
- How much of our product cost is actually under our control?
These are not difficult questions because the information does not exist.
They are difficult because the information exists everywhere.
Engineering has one part of the answer.
Procurement has another.
Finance has its own reports.
Production has machine data.
Quality teams maintain inspection records.
Commodity teams monitor market prices.
Each department is looking at a different piece of the same puzzle.
The challenge for modern manufacturers is no longer collecting more data.
The challenge is connecting it.
That is where Manufacturing Intelligence begins.
Manufacturing Intelligence Is Not Another Software Category
One of the biggest misconceptions surrounding Manufacturing Intelligence is that it is simply another reporting dashboard or analytics platform.
It is neither.
Manufacturing Intelligence is a way of making decisions.
Think about how most organizations work today.
Engineering finalizes the product design before procurement becomes involved.
Procurement negotiates supplier quotations before costing validates whether those prices are actually reasonable.
Finance reviews profitability after production begins.
Quality investigates issues once products reach the shop floor.
Each department performs its role efficiently, but most decisions are still made sequentially rather than collectively.
As a result, organizations often discover problems after they have already become expensive.
A material specification that seemed technically correct increases the blank size by a few millimeters.
That small engineering change increases steel consumption by nearly five percent.
The supplier adjusts tooling requirements.
Transportation costs rise because additional weight affects packaging density.
Profit margins shrink—not because steel became expensive, but because one design decision quietly influenced half a dozen commercial variables.
No individual department made a mistake.
The problem was that nobody could see the complete picture while the decision was being made.
Manufacturing Intelligence exists to solve exactly this problem.
It brings engineering, procurement, costing, suppliers, commodity markets, production, and finance into the same decision-making process instead of allowing each function to operate independently.
The outcome is not more reports.
The outcome is better business decisions.
Why This Matters More Today Than It Did Five Years Ago
Manufacturing has always been complex.
What has changed is the speed at which complexity now affects profitability.
Commodity prices no longer remain stable for months.
Supply chains are continuously exposed to geopolitical risks, environmental disruptions, and changing trade regulations.
Customers expect customized products without paying significantly higher prices.
Electric vehicles, lightweight materials, sustainability targets, and stricter compliance requirements have added entirely new dimensions to manufacturing decisions.
At the same time, management expects procurement teams to negotiate better prices, engineering teams to reduce product costs, and production teams to improve efficiency.
Everyone is expected to deliver more with fewer resources.
This creates an important question.
How do manufacturers make faster decisions without compromising accuracy?
Historically, organizations solved this problem by adding more reports.
More dashboards.
More spreadsheets.
More meetings.
More approval levels.
Ironically, this often slows decision-making even further.
Manufacturing Intelligence takes the opposite approach.
Instead of producing more information, it connects existing information so decisions become easier.
It transforms isolated operational data into business intelligence that executives can actually use.
Data Is Everywhere. Intelligence Is Rare.
Many organizations believe they are already data-driven.
In reality, they are report-driven.
There is an important difference.
A report tells you what happened.
A dashboard shows trends.
Analytics explains why something happened.
Intelligence tells you what decision should be made next.
Consider a supplier quotation.
Most procurement systems can tell you which supplier quoted the lowest price.
Manufacturing Intelligence asks entirely different questions.
Is the quoted material utilization realistic?
Does the manufacturing process match the engineering drawing?
Are secondary operations included?
How sensitive is this quotation to fluctuations in steel prices?
What happens if annual production volume doubles?
Which supplier offers the best long-term value instead of simply the lowest purchase price?
Those additional questions change procurement from a purchasing activity into a strategic business function.
The same principle applies across manufacturing.
Engineering drawings become more valuable when linked with costing.
Supplier quotations become more valuable when compared against should-cost models.
Commodity prices become more valuable when connected with live product costs.
Production data becomes more valuable when it explains profitability rather than simply machine performance.
Information becomes intelligence only when it helps someone make a better decision.
The Evolution of Manufacturing Decision-Making
Manufacturing has undergone several waves of digital transformation over the past three decades.
The first wave focused on digitizing records.
Paper-based documents became ERP systems.
Engineering drawings became CAD files.
Production schedules became digital.
The second wave focused on automation.
Machines became connected.
IoT sensors generated live production data.
MES systems monitored shop floor activities in real time.
The third wave introduced analytics.
Dashboards became common.
Manufacturers could monitor efficiency, inventory, downtime, and quality through visual reports instead of manual calculations.
Today, the industry is entering a fourth phase.
The objective is no longer to collect more information.
The objective is to make better decisions using all available information.
That is Manufacturing Intelligence.
It represents the natural evolution of digital manufacturing.
Instead of asking:
“What happened?”
Organizations are asking:
“What should we do next?”
That subtle shift changes everything.
Manufacturing Intelligence Is Built on Connected Decisions
Every manufacturing organization already possesses valuable knowledge.
The problem is that this knowledge is distributed across departments.
Imagine a single sheet metal bracket used in an automotive assembly.
The engineering team designs the geometry.
The BOM defines its material grade.
Procurement sends RFQs to suppliers.
Suppliers calculate tooling costs, material utilization, and manufacturing processes before submitting quotations.
Cost engineers estimate what the part should actually cost.
Commodity analysts monitor steel prices.
Production teams evaluate manufacturability.
Finance reviews profitability.
Quality validates tolerances.
Individually, every activity makes sense.
Collectively, they tell the complete commercial story of that component.
That story is Manufacturing Intelligence.
When every department contributes information into a connected decision-making process, organizations stop reacting to problems after production begins.
Instead, they begin identifying opportunities while products are still being designed, sourced, or quoted.
That ability creates measurable competitive advantage.
The Five Pillars of Manufacturing Intelligence
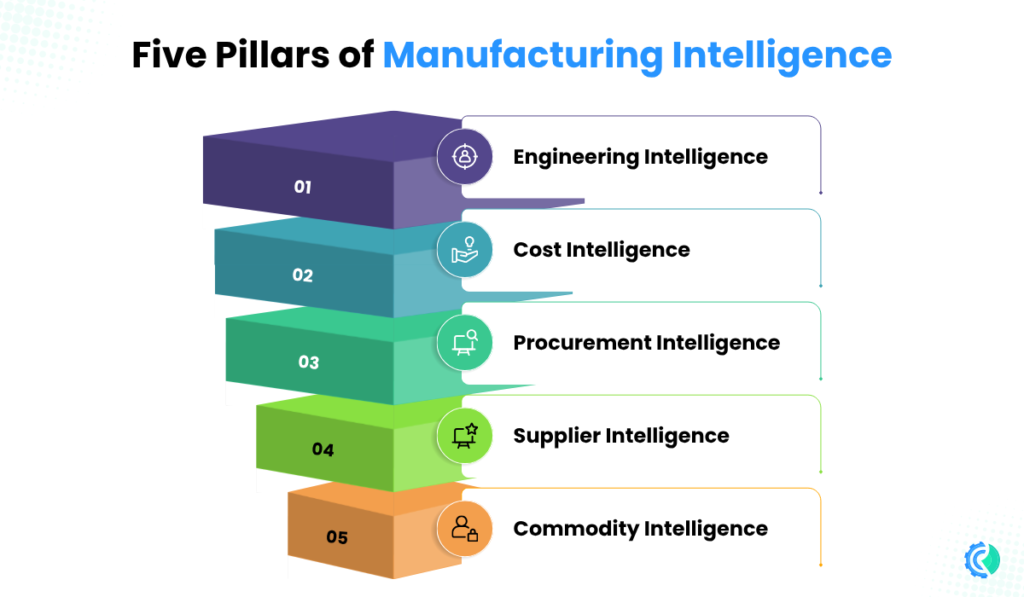
Manufacturing Intelligence may sound like a broad concept, but in practice it is built upon five connected capabilities that influence almost every commercial and operational decision inside a manufacturing organization.
These pillars are not independent systems. They constantly exchange information with one another, allowing manufacturers to move from isolated decisions to connected decision-making.
The first pillar is Engineering Intelligence, where product design is evaluated not only for functionality but also for manufacturability, cost, and downstream impact.
The second is Cost Intelligence, which enables organizations to understand what truly drives product cost instead of relying solely on supplier quotations or historical pricing.
The third pillar is Procurement Intelligence, where sourcing decisions are supported by should-cost analysis, supplier performance, commodity trends, and commercial risk rather than purchase price alone.
The fourth is Supplier Intelligence, which helps manufacturers evaluate suppliers based on capability, quality, delivery performance, manufacturing processes, and long-term value.
Finally, Commodity Intelligence allows organizations to understand how fluctuations in raw material markets affect product costs, sourcing strategies, and profitability.
Together, these five pillars create a connected layer of intelligence that supports faster, more informed, and more profitable manufacturing decisions.
Why Engineering Decisions Have the Biggest Commercial Impact
Ask a manufacturing engineer what influences product cost, and you’ll hear familiar answers—material prices, supplier quotations, production volumes, or machine rates.
All of them matter.
But one of the biggest cost decisions is usually made much earlier, often before procurement receives the first RFQ.
It happens when a product is being designed.
Every engineering decision, whether it’s selecting a material grade, increasing a wall thickness, tightening a tolerance, or adding another bend to a sheet metal component, creates a commercial impact. Sometimes that impact is obvious. More often, it remains hidden until suppliers begin quoting or production starts.
Consider a simple sheet metal bracket.
An engineer decides to increase the thickness from 2.0 mm to 2.5 mm to improve rigidity. From a design perspective, the change appears insignificant. However, the decision increases material consumption, changes the blank size, affects nesting efficiency, increases part weight, may require a larger press, and can even increase transportation costs due to additional weight.
By the time procurement receives supplier quotations, the increased cost is already built into the product.
The opportunity to optimize it has passed.
This is why leading manufacturers are shifting from Design for Manufacturing (DFM) to Design with Manufacturing Intelligence.
Instead of evaluating only whether a part can be manufactured, they evaluate whether it can be manufactured profitably.
That shift changes the conversation inside engineering teams. Instead of asking “Can we manufacture this?” they begin asking “Is this the smartest way to manufacture it?”
Your Bill of Materials Is More Than a Component List
Every manufacturer works with a Bill of Materials.
Yet in many organizations, the BOM is treated as a static engineering document.
Once released, it simply becomes a reference for procurement, planning, and production.
That approach overlooks one of the richest sources of manufacturing knowledge available inside the business.
A BOM tells a story.
It shows which materials are used, which components are purchased, how assemblies are structured, where dependencies exist, and which suppliers are involved. When connected with costing, supplier quotations, engineering revisions, and production data, it becomes a powerful decision-making asset.
Imagine replacing a standard fastener with a custom-designed part.
At first glance, it may appear to be a minor engineering improvement.
However, that single change can introduce a new supplier, increase inventory complexity, extend procurement lead times, require additional quality inspections, and increase assembly costs.
None of these impacts are visible if the BOM is viewed in isolation.
Manufacturing Intelligence connects the BOM with every downstream function, allowing teams to understand not only what changed but also what that change means for the business.
Why Procurement Needs More Than Supplier Quotes
For years, procurement performance was measured by one number—purchase price.
If a buyer negotiated a lower rate, the sourcing exercise was considered successful.
Today’s manufacturing environment demands much more.
A supplier quotation is not simply a commercial document. It is a collection of assumptions.
Those assumptions include material utilization, manufacturing processes, tooling investments, machine selection, labour content, overhead allocation, profit margins, and production volumes.
Two suppliers quoting the same component may arrive at completely different prices for completely different reasons.
One supplier may use better nesting techniques and generate less scrap.
Another may assume higher rejection rates.
A third supplier may have invested in automation, reducing labour costs significantly.
Looking only at the final quoted price hides all of these differences.
Procurement Intelligence enables manufacturers to look beyond the quotation and understand how every supplier has built their cost.
Instead of asking,
“Who offered the lowest price?”
manufacturers begin asking,
“Whose quotation reflects the most efficient manufacturing process?”
That subtle difference often leads to much better sourcing decisions.
It also creates stronger supplier negotiations because discussions move from price to facts.
Cost Intelligence Is About Understanding Cost Before Negotiating It
Many organizations spend enormous effort negotiating supplier quotations.
Far fewer spend the same effort understanding whether those quotations are reasonable.
Cost Intelligence changes that approach.
Rather than accepting a quoted price as the starting point for negotiation, manufacturers build an independent understanding of what a component should cost to manufacture.
This is commonly known as Should Costing, but Manufacturing Intelligence extends the concept much further.
It combines engineering drawings, material selection, manufacturing processes, machine rates, labour requirements, tooling assumptions, commodity prices, and production volumes to build a transparent cost model.
When procurement enters supplier negotiations with this level of insight, conversations become far more productive.
Instead of asking for arbitrary discounts, buyers can question specific assumptions.
Why is material utilization only 68%?
Why has machining time increased?
Why are secondary operations required?
Could a process change reduce cost without affecting quality?
Negotiations become collaborative rather than confrontational.
More importantly, manufacturers gain confidence that the final commercial decision is supported by data rather than assumptions.
Commodity Prices Tell Only Half the Story
When steel, aluminium, or copper prices increase, manufacturers often assume product costs will rise by a similar percentage.
In reality, that is rarely the case.
The impact of commodity prices depends on how efficiently those materials are used.
A supplier with excellent nesting efficiency may consume significantly less steel than another supplier producing the same component.
Similarly, reducing scrap by just a few percentage points can often generate greater savings than negotiating a lower material rate.
This is why manufacturers that focus only on commodity prices often miss larger optimization opportunities.
Commodity Intelligence combines market trends with material utilization, supplier performance, manufacturing processes, and product cost models.
Instead of reacting after prices increase, manufacturers can simulate different sourcing strategies, evaluate alternative materials, or redesign components before profitability is affected.
It transforms commodity monitoring from a reporting activity into a strategic planning capability.
Manufacturing Intelligence Is Changing the Role of Artificial Intelligence
Artificial Intelligence is rapidly becoming part of manufacturing.
However, AI is only as effective as the information it receives.
If engineering data is disconnected from procurement, supplier quotations remain isolated, and costing models are maintained in spreadsheets, even the most advanced AI models produce limited business value.
Manufacturing Intelligence provides the connected foundation that AI requires.
Once engineering, costing, procurement, supplier, production, and commodity information are brought together, AI can begin identifying patterns that humans often miss.
It can predict supplier risks before deliveries are delayed.
It can highlight unusual quotation assumptions.
It can estimate the commercial impact of engineering changes.
It can identify cost reduction opportunities across thousands of components within minutes.
In other words, AI does not replace Manufacturing Intelligence.
It accelerates it.
Where Cost It Right Fits into This Transformation
Manufacturers do not need another isolated application.
They need a platform that brings information together.
This is the philosophy behind Cost It Right.
Rather than functioning only as a product costing solution, Cost It Right acts as a Manufacturing Intelligence Platform.
It connects engineering drawings, Bills of Materials, supplier quotations, should-cost models, commodity trends, procurement workflows, reverse auctions, BOM Intelligence, manufacturing analytics, and AI-powered insights within a single environment.
The result is not simply faster costing.
It is faster decision-making.
Engineering teams understand the commercial impact of design changes before products reach suppliers.
Procurement teams negotiate with cost transparency rather than assumptions.
Leadership gains visibility into profitability drivers across products, suppliers, commodities, and manufacturing operations.
Instead of every department maintaining its own version of the truth, everyone works with the same intelligence.
That is what modern Manufacturing Intelligence looks like.
The Future Belongs to Manufacturers That Connect Decisions
The next decade of manufacturing will not be defined by who owns the largest factories or the biggest supplier network.
It will be defined by who makes better decisions.
Competitive advantage will increasingly depend on how quickly organizations can connect engineering, procurement, production, supplier, and financial information into meaningful business insights.
Manufacturers that continue relying on disconnected systems and manual spreadsheets will always find themselves reacting to market changes.
Those that invest in Manufacturing Intelligence will be able to anticipate them.
The difference between the two is not technology.
It is visibility.
And in modern manufacturing, visibility has become one of the most valuable competitive advantages a business can have.
Conclusion
Manufacturing has never lacked data.
The real challenge has always been turning that data into decisions that improve business performance.
Engineering teams understand product design. Procurement understands suppliers. Finance understands margins. Production understands operations. Each department contributes valuable information, but lasting competitive advantage comes only when these insights are connected.
That is the role of Manufacturing Intelligence.
It transforms isolated information into a shared understanding of how every engineering change, supplier quotation, material decision, commodity movement, and production activity influences profitability.
As manufacturing continues to evolve, organizations will increasingly compete on the quality and speed of their decisions rather than the quantity of their data.
This is where platforms like Cost It Right are helping manufacturers move beyond traditional costing and procurement software. By bringing together Cost Intelligence, BOM Intelligence, Supplier Intelligence, Procurement Intelligence, Commodity Intelligence, and AI-driven decision support into a single Manufacturing Intelligence Platform, organizations gain the visibility needed to make faster, smarter, and more profitable decisions.
The future of manufacturing belongs to companies that can connect information, create intelligence, and act on it before their competitors do.
Manufacturing Intelligence is no longer just another digital initiative.
It is becoming the foundation of modern manufacturing excellence.
FAQs
Manufacturing Intelligence is the process of connecting engineering, procurement, production, supplier, cost, and business data to support faster and more informed decision-making. Instead of analyzing departments independently, Manufacturing Intelligence provides a unified view of how every decision impacts manufacturing cost, profitability, and operational performance.
Manufacturing organizations generate massive amounts of data every day, but data alone does not improve business performance. Manufacturing Intelligence transforms that data into actionable insights, enabling companies to reduce costs, improve supplier decisions, increase operational efficiency, and respond more quickly to changing market conditions.
Manufacturing Analytics focuses on analyzing historical and real-time operational data to understand what has happened and why.
Manufacturing Intelligence goes a step further by connecting engineering, procurement, costing, supplier, commodity, production, and financial information to recommend better business decisions before problems occur.
Business Intelligence primarily reports business performance using dashboards and KPIs.
Manufacturing Intelligence combines technical and commercial manufacturing data, including engineering drawings, Bills of Materials, supplier quotations, manufacturing processes, and cost models, to help manufacturers optimize decisions across the product lifecycle.
A complete Manufacturing Intelligence strategy typically includes:
– Engineering Intelligence
– BOM Intelligence
– Cost Intelligence
– Procurement Intelligence
– Supplier Intelligence
– Commodity Intelligence
– Production Intelligence
– AI-driven insights and predictive analytics
Each component contributes to a more connected decision-making process.
Traditional cost reduction programs often focus on negotiating supplier prices after product designs are finalized.
Manufacturing Intelligence identifies cost drivers much earlier by connecting engineering decisions, material utilization, manufacturing processes, supplier assumptions, and commodity trends. This allows manufacturers to eliminate unnecessary costs before production begins.
Yes, when procurement teams understand how suppliers build their quotations, negotiations shift from price discussions to fact-based conversations.
Instead of requesting blanket discounts, buyers can challenge assumptions related to material utilization, manufacturing processes, machine rates, labour content, scrap generation, and tooling costs.
This leads to more transparent supplier relationships and stronger commercial outcomes.
Artificial Intelligence becomes significantly more valuable when manufacturing data is connected.
AI can identify unusual quotation patterns, predict supplier risks, estimate the impact of engineering changes, recommend sourcing strategies, and uncover hidden cost-saving opportunities.
However, AI is only as effective as the quality and connectivity of the underlying manufacturing data.
Cost It Right is a Manufacturing Intelligence Platform that connects engineering, procurement, costing, supplier management, commodity tracking, BOM Intelligence, should-cost analysis, reverse auctions, and AI-driven insights within a single environment.
Instead of managing disconnected spreadsheets and software systems, manufacturers gain a unified platform for making faster, data-driven business decisions.